NOTE: Service caps do not have the bore machined to a final specification. If the cap is replaced, the main bearing
bore must be machined. Use the correct parts of the main bearing boring tool, Part No. ST-1177. Refer to the Alternative Repair Manual, Bulletin No. 3379035.

Use two centering rings, Part No. ST-1177-39 [4.750 inches diameter]. Put the rings in the No. 2 and the No.
6 main bearing locations.

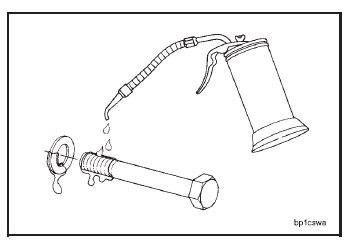
Use clean 15W-40 oil to lubricate the main bearing capscrew threads and the flat washers.
Drain the excess oil from the capscrews before installing them.
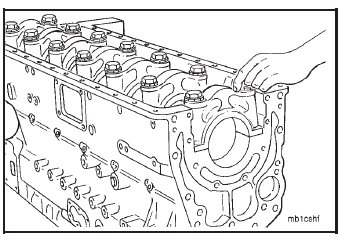
Caution: The main bearing caps are marked for position
(1) on the camshaft side and the cylinder block identification (2) on the exhaust side. The cylinder block identification number (3) is stamped on the pan rail on the camshaft side of the block. Install the caps in the correct
position with the position number to the camshaft side and its part number toward the rear of the engine.
Install the main bearing caps as follows:
1. Align the capscrew holes in the cap with the holes in
the cylinder block.

2. Install the capscrews and the washers through the cap and into the cylinder block.
3. Use your hand to tighten the capscrews two to three threads.
4. Hit the cap with a rubber mallet to push it into the correct position.
NOTE: The main bearing caps must not have any side clearance with the block.


Put the checking ring into the cylinder block main bearing saddle. Put the main bearing cap over the checking ring.

Tighten the main bearing cap capscrews to the following torque values in the sequence shown:
1. Tighten to 120 N•m [90 ft-lb].
2. Tighten to 230 N•m [170 ft-lb].
3. Tighten to 345 N•m [255 ft-lb].
4. Loosen completely.
5. Repeat steps No. 1 through No. 3.

Use clean 15W-40 oil to lubricate the bores of the two centering rings, Part No. ST-1177-39, and the checking
bar, Part No. ST-1177-16.

Insert the bar through the centering rings while slowly rotating the bar. The bar must turn easily.
If the bar does not turn easily, check to make sure the main bearing caps are installed correctly. If they appear
to be okay, move one of the centering rings to another bearing location.

Apply lubrication to the outside diameter of the checking ring.

Use your hands to install the checking ring into the main bearing bore. If the ring will not slide through the bore,
check the bore for burrs. If the ring will still not slide through the bore, the bore is undersize and must be repaired.
Refer to the Alternative Repair Manual, Bulletin No. 3379035, for repair procedures.

Use a 0.08mm[0.003-inch] feeler gauge that is not more than 13 mm [0.5-inch] wide.
Center the checking ring in the bore. Try to put the feeler gauge between the checking ring and the bore. Rotate
the gauge in the bore at both sides of the checking ring.

The bore alignment of the main bearing is okay if:
• the gauge does not enter at any point.
• the gauge will enter but will not slide through or around the bore and the alignment bar will rotate with the gauge inserted.

The bore alignment of the main bearing is not okay if:
• the gauge enters and slides around the bore. This means that the bore is oversize and must be repaired.
• the gauge will enter on one side only but can slide around the bore. This means that the bore is tapered
and must be repaired.

If the tools to check the main bearing bore alignment are not available, use a dial bore indicator to measure the
main bearing bore inside diameters.
NOTE: This procedure does not check main bearing bore alignment but will identify bore diameters that do not meet
specifications.
NOTE: Support the rear portion of the block on a flat surface to obtain the most accurate measurement of the inside
diameter.

Measure the inside diameter in the three positions shown.
The inside diameter must be completely round within 0.0190 mm [0.00075-inch].

