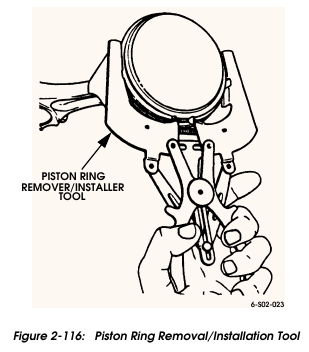
Remove and discard the old piston rings. Use a remover/installer tool similar to parallel jaw type tool shown (Figure 2-116). Discard rings after removal.
Use a ring groove tool to remove carbon and oil deposits from the ring grooves. Using a section from an old piston ring is not recommended for this purpose.
Disassembly the piston, and rod as follows:
a. Note piston-to-rod position for assembly reference.
b. Remove retaining rings that secure piston pin. Discard rings; they are not reusable.
c. Push piston pin out of piston and rod.
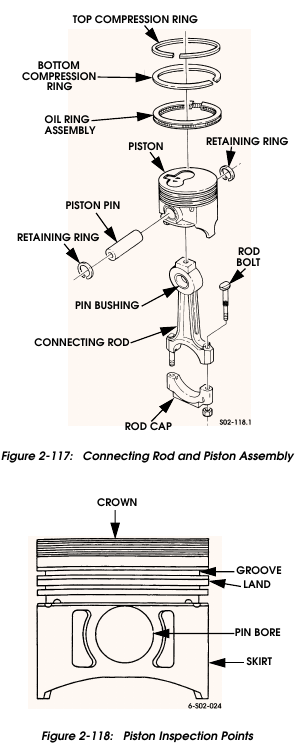
d. Separate piston, and rod, and pin (Figure 2-117).
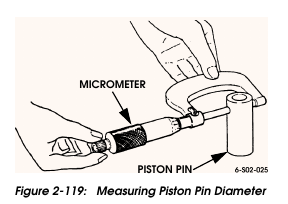
Clean the piston, rod, and pin with solvent and carb cleaner if needed. Do not use a wire brush or any type of abrasive on the piston. Inspect piston condition. Replace the piston if cracked, severely scuffed or scored, the ring lands are worn or damaged, or the skirt is collapsed (Figure 2-118). Measure pin bore diameter in the piston (Figure 2-119). Then measure diameter of the piston pin (Figure 2-119). The difference between pin diameter and bore diameter, should be 0.0004 – 0.0006 in. (0.010-0.0153 mm). This figure represents the required pin-to-bore clearance. Replace the piston and pin as a set if clearance is greater than specified.
NOTE: Turbo diesel and NA diesel piston and rod assemblies are different. Do not interchange them.
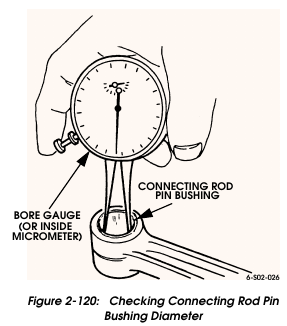
Measure pin bushing diameter in connecting rod with small bore gauge or inside micrometer (Figure 2-120). Record bushing diameter and compare it to diameter of new or known good piston pin. The difference between the two measurements represents the piston pin-to-connecting rod pin bushing clearance. Required clearance is 0.0003-0.001 in. (0.0081-0.0309 mm). Replace the connecting rod if the bushing is worn oversize. The bushing is not serviced separately.
Check connecting rod straightness in a rod fixture, or on a surface plate or sheet of glass. The rod can be straightened if distortion is less than 0.002 in. (0.05 mm) end-to-end. Replace the rod if severely bent, twisted, or cracked.
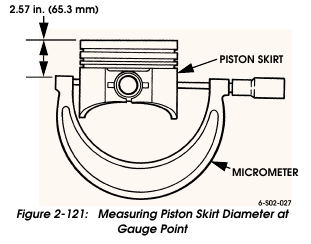
Measure piston skirt diameter at, or just below the pin bore centerline. The correct gauge point is approximately 2.57 in. (65.3 mm) down from the piston crown (Figure 2-121). Be sure measurement is taken at a point opposite (at right angle to) the pin bore centerline as shown. Replace the pistons if wear is such that piston-to-bore clearance would be greater than:
• 0.004 in. (0.120 mm) for cylinder 1-6 and
• 0.005 in. (0.133 mm) for cylinder 7 and 8