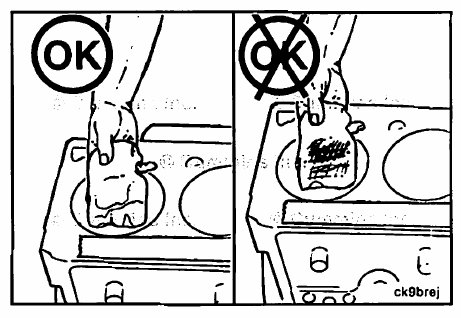
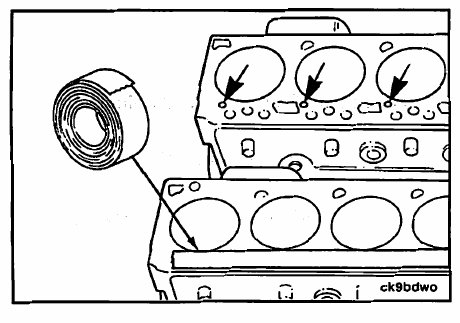
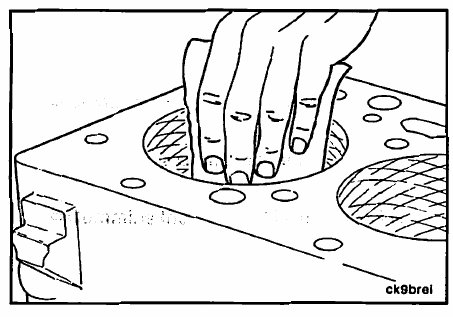
Prior to any reconditioning of the cylinder bores, make sure to cover the lubricating holes and tappet holes in the
top of the cylinder block with waterproof tape.
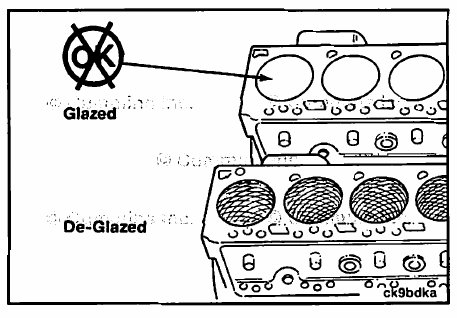
Deglaze:
Deglazing gives the cylinder bore the correct surface finish required to seat the piston rings. Deglazing must
only be performed if the cylinder bores are still in specification.
NOTE: New piston rings will not seat in glazed cylinder bores.
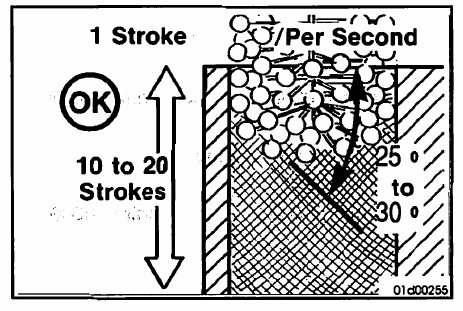
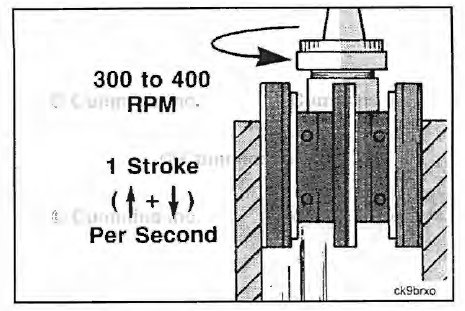
Use a ball-type hone and a rotational speed of 300 to 400 RPM with a stroke frequency of one stroke up and down
per second. Make sure to use a good grade of honing oil or a mixture of equal parts SAE 30W engine oil and diesel
fuel for a honing lubricant.
NOTE: Vertical strokes must be smooth, continuous passes along the full length of the cylinder bore.
Inspect the cylinder bore after 10 strokes.
NOTE: The crosshatch angle is a function of drill speed and how fast the hone is moved vertically. Moving too fast
or too slow will give an incorrect crosshatch angle.
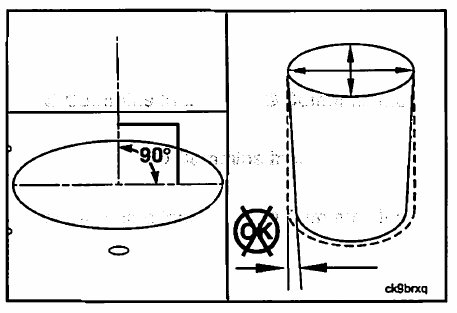
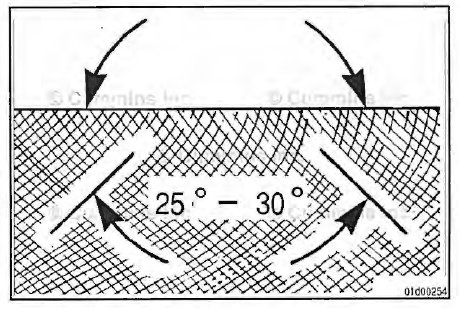
A correctly deglazed surface will have a crosshatched appearance with the lines at 25 to 30-degree angles with
the top of the cylinder block.
Overbore:
If the cylinder bore was found out of specification or damaged, the cylinder bore can be refinished for oversize
pistons and piston rings.
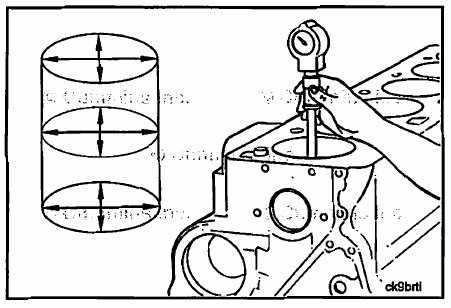
Boring must be done by qualified personnel on a suitable boring machine. Care must be taken to make sure the
cylinders are perpendicular to the combustion deck and within taper and out-of-round specifications for the cylinder bore.
Follow the boring machine manufacturer’s recommendations for machine setup to achieve the best quality bore.
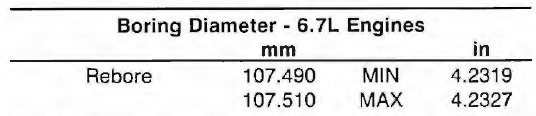
NOTE: The boring diameters given below are not the finished cylinder bore dimensions. The finished cylinder
bore diameter will be reached through the final honing operation.
The boring diameter dimensions are as follows:
NOTE: Maximum cutting depth must be limited to 0.228 mm [0.009 in] per cut.

NOTE: 6. 7L engines can only be bored oversize once. If the cylinder bores have already been bored or the damage
to the cylinder bore can not be removed, the cylinder block must be replaced.
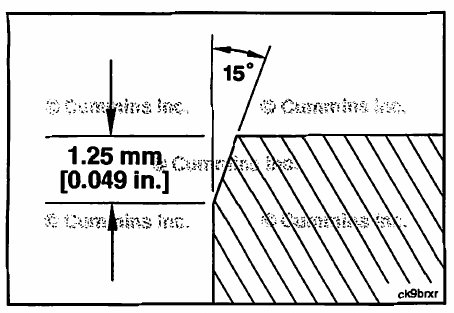
After boring, use a honing stone to break the edge of the bore to approximately 1.25 mm [0.049 in] at 15 degrees.
After boring a cylinder oversize, the cylinder requires a two stage honing process to finish the cylinder bores. It is
recommended that quality equipment intended for honing engine cylinder bores be used.
NOTE: Use of a ball-type hone is only recommended for refinishing cylinder walls that do need reboring and/or the
installation of a repair sleeve.
Use a honing rotational speed of 300 to 400 RPM with a stroke frequency of 1 stroke up and down per second.
Make sure to use a good grade of honing oil or a mixture of equal parts SAE 30W engine oil and diesel fuel for a
honing lubricant.
For the first stage honing, or rough honing, use a soft (fast cutting) 80 grit silicone carbide stone. Hone the cylinders
to their final size during this stage of honing.
For the second stage honing , or finish honing, use a medium hardness 285 grit silicone carbide stone. Hone
the cylinder(s) for 15 to 20 strokes to apply the appropriate crosshatch .
A correctly finished cylinder bore surface will have a crosshatched appearance with the lines at 25- to 30- degree angles with the top of the cylinder block.
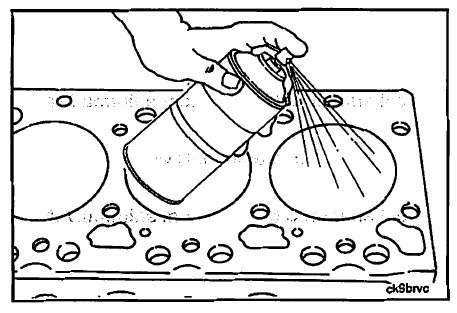
After Deglazing/Finishing Honing , use a strong solution of hot water and laundry detergent to clean the cylinder
bores.
Rinse the cylinder bores until the detergent is removed.
Dry the cylinder block with compressed air.
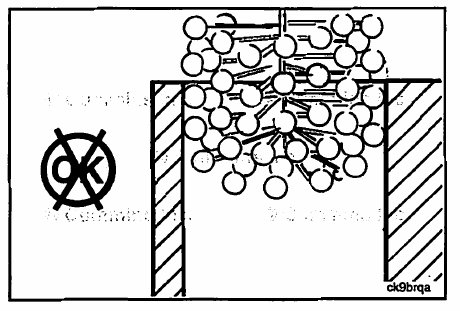
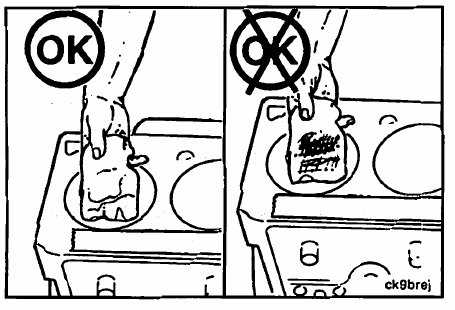
Check the cylinder bore cleanliness by wiping with a white, lint-free, lightly oiled cloth. If grit residue is still
present, repeat the cleaning process until all residue is removed.
Wash the cylinder bores with solvent. Dry the cylinder block with compressed air.
If the cylinder block is not to be used right away, coat all machined surfaces with a rust preventative solvent.
Make sure to cover the cylinder block to prevent dust and debris from collecting on and in the cylinder block.
If replacing the cylinder block or using a previously stored cylinder block, make sure to clean any oil/rust
preventative solvent from the cylinder bores, gasket sealing areas, and main bearing bores prior to use.