All measurements of the cylinder block must be made when the cylinder block is positioned on a flat surface with
the main bearing caps installed.
If the cylinder block is mounted on the engine stand and/ or the main bearing caps are not installed, the
measurements can be incorrect because of distortion.
(Cylinder bores, main bearing bores, camshaft bores, etc).
Make sure the mating surfaces between the main bearing cap and block are clean and free of debris.
Install the main bearing caps without the main bearings.
When installing the main bearing caps into position, align the main bearing cap dowel rings with the cylinder block.
The main bearing caps were numbered during the removal process for their location. Number 1 is at the front
of the block.
NOTE: The caps must be installed so the numbers on the caps match the bearing saddle in the block. The lock tangs
in the main bearing saddle and bearing cap must be on the same side.
Install the main bearing caps. Make sure to align the ring dowels in the main bearing cap with the corresponding
drillings in the cylinder block.
Lubricate the main bearing capscrew threads and the underside of the head with clean engine oil.
Gently tap the main bearing cap into position with a plastic or rubber mallet. When the cap is seated, install the main
bearing capscrews.
NOTE: The following torque value is not for main bearing cap/crankshaft installation. The torque value is for
measurement purposes only.
Tighten the main bearing capscrews evenly and in sequence.
Torque Value: 176 N•m [ 130 ft-lb]

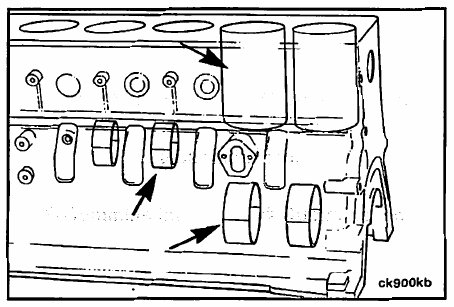
Inspect the camshaft bores without the camshaft bushing installed.
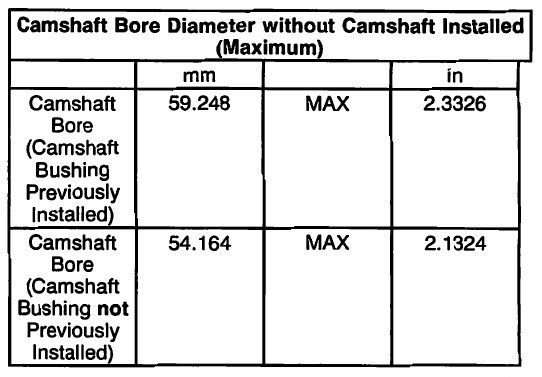
If a camshaft bushing was previously installed and the camshaft bore is out of specification, the block must be
replaced. No oversize cam bushings are available.
If a camshaft bore in which a camshaft bushing was not previously installed is damaged or out of specification, the
camshaft bore can be machined oversize to install a standard camshaft bushing.
Machine the damaged bore to a maximum of 59.248 mm (2.3326 in) to accept a standard bushing.
Inspect the tappet bores for scores or excessive wear.
Measure the tappet bores.
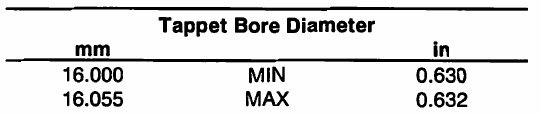
NOTE: If the tappet bores are out of specification, the block must be replaced.
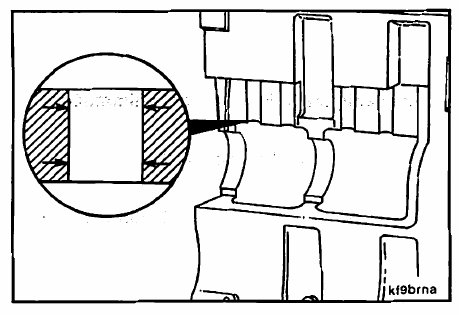
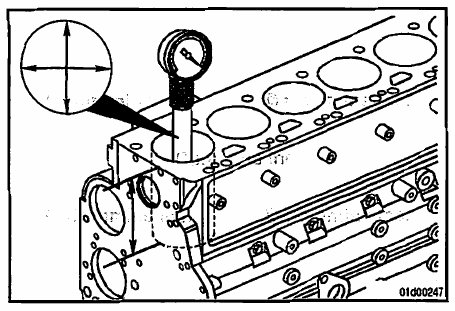
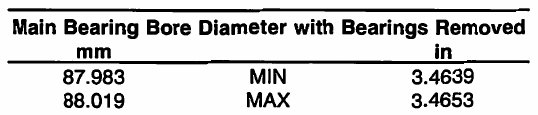
Measure the main bearing bore with the bearings removed.
NOTE: If the main bearing bore diameters are not within specification, check if the main bearing caps where
installed in the proper location and orientation. If main caps are installed properly, the block must be replaced.
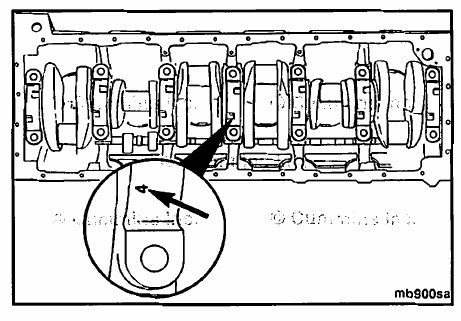
Main Bearing Capscrew Reuse Measurement
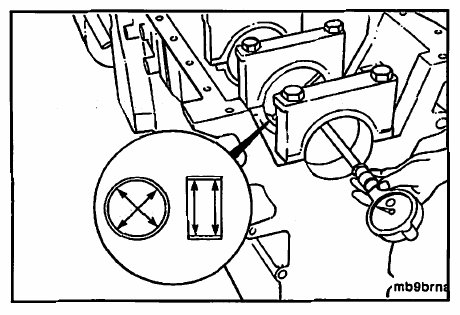
To check if a main bearing capscrew can be reused, the length must be measured by performing the following:
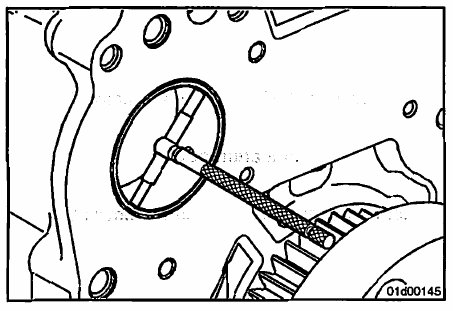
For each main bearing capscrew that has been removed , measure the length from underneath the head of the
capscrew to the tip of the capscrew, as illustrated. Use one of two methods:
• A depth micrometer (preferred method for accuracy)
• A machinist’s rule.
If the measurement is above the maximum specification, the main bearing capscrew must be replaced.

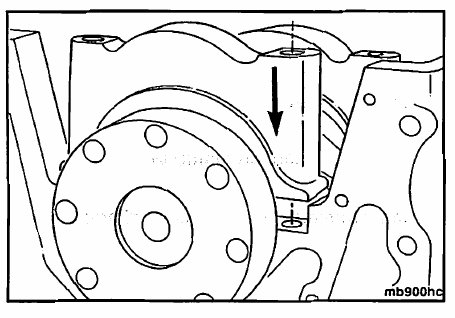
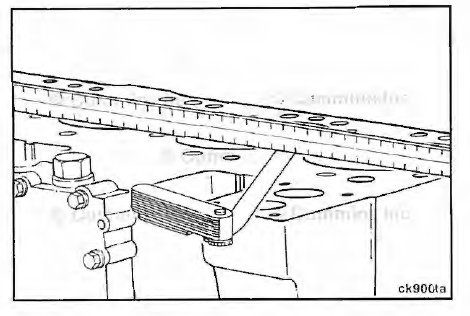
Measure the cylinder block’s overall flatness.
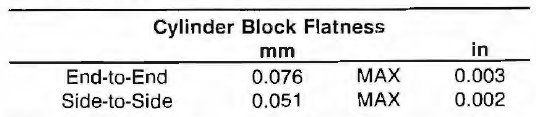
Inspect for any localized dips or imperfections. If present, the deck must be resurfaced.
NOTE: The combustion deck of the block can only be resurfaced if after the resurface, the correct piston
protrusion can be achieved.
Specific head gasket with an increased thickness is not available for combustion deck resurfacing. If the combustion deck can not be resurfaced such that the correct piston protrusion can be obtained, the cylinder block must be replaced.
NOTE: When measuring, deglazing, or boring a cylinder block, make sure all of the main bearing caps are in place
and properly torqued. Refer to Procedure 001-006 in Section 1.
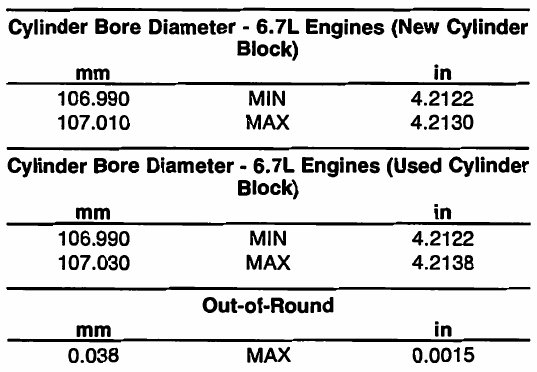
Inspect the cylinder bores for damage or excessive wear.
Use a dial bore gauge to measure the cylinder bore in four places, 90 degrees apart, at the top and bottom of the
piston travel area.
NOTE: For engines displacing 6.7L, the cylinders can only be bored oversize once for the use of oversize
pistons and rings (0.5 mm [0.020 in] oversize). A repair sleeve can not be installed if the cylinder bore must be
bored more than 1.5 mm [0.020 in] oversize. See the Overbore and/or Repair Sleeve information in this procedure.