Inspect all pipe plugs for signs of damage or leaks.Refer to Procedure Procedure 017-007 in Section 17.
Inspect all expansion plugs for signs of damage or leaks. Refer to Procedure 017-002 in Section 17.
Inspect all straight thread plug for signs of damage or leaks.Refer to Procedure 017-011 in Section 17.
If it is necessary to thoroughly clean the cylinder block for reuse due to excessive debris or contamination, remove
all pipe plugs, expansion plugs and straight thread plugs as necessary. Make sure all oil and coolant passages are
cleaned out.

Use clean solvent and a nonmetallic brush to clean the block oil drillings.

Thoroughly clean all gasket sealing surfaces of any remaining gasket residue.

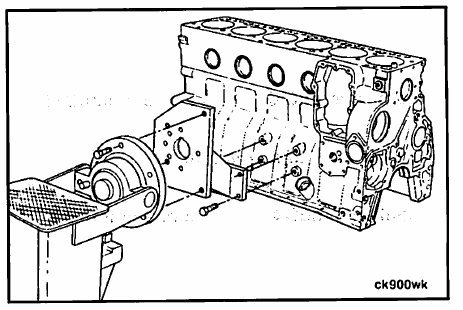
Remove the block from the engine stand.
Follow the manufacturer’s operating instructions for the cleaning tank.
Follow the solvent manufacturer’s instructions for the use of solvent.
NOTE: Cummins Inc. does not recommend any specific cleaning solution. Experience has shown that the best
results are obtained by using a cleaning solution that can be heated from 80 to 95°C [176 to 203°F]. A cleaning tank
that will mix and filter the cleaning solution will give the best results.
Clean the cylinder block in the cleaning tank.

Remove the block from the cleaning tank.
Use steam to clean the cylinder block thoroughly.
Use compressed air to dry the block.
NOTE: If the cylinder block is not going to be used immediately, apply a coating of preservative oil to prevent
rust. Cover the block to prevent dirt from sticking to the oil.

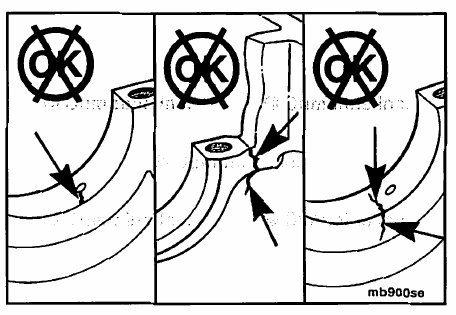
With the cylinder block cleaned, inspect the cylinder block again for signs of cracks, fretting, and discoloration that
will prohibit reuse.
To help identify cracks in the cylinder block, use the Crack Detection Kit, Part Number 3375432.
Pay close attention to areas of the block that include:
• Main bearing caps and bores
• Camshaft bores
• Cylinder bores
• Tappet bores
• Cylinder block combustion deck
• Oil pan mounting surface
• Lubricating oil pump mounting area
• Water pump mounting area
• Front and rear of block sealing surfaces
• Lubricating oil cooler cavity.

Inspect the main bearing caps and main bearing saddle areas for cracks, fretting and signs of discoloration.
If any cracks are found, the cylinder block must be replaced.
Inspect all threaded capscrew holes for damaged threads.
Coiled thread inserts can be used to repair any damaged threads.
Service Tool threaded insert kits are available:
• Part Number 3377905 for standard threads
• Part Number 3377903 for metric threads.
NOTE: Coiled thread inserts must not be used to repair main bearing saddle threaded capscrew holes. If damaged, the block must be replaced.

Inspect the cylinder bores for glazing.
A surface without glaze will have a crosshatched appearance with the lines at 25- to 30-degree angles with the top of the cylinder bore.
If deglazing is required, see the Deglazing section, located later in this section.

Inspect the camshaft bores for scoring, scuffing, or excessive wear.
If damage to the camshaft bores is found and a camshaft bushing was not previously installed, machine the
camshaft bores oversize to install standard camshaft bushings. See the Measure step of this procedure for
specifications.
If the damage to the bore(s) is beyond machining, or if a camshaft bushing was previously installed, the block
must be replaced. No oversize cam bushings are available.
