1. Measure main journal diameters, note color code on crankshaft, and size letter on engine pan rail. Select bearings as needed. 0.0005 in. (0.013 mm) bearings are standard while 0.001 in. (0.026 mm) bearings are undersize.
2. Identify and separate bearing halves before proceeding. Bearing upper halves have oil grooves while lower halves do not. Upper halves go in block while lower halves go in bearing cap. Extra wide bearing is thrust bearing and is installed in number 3 position.
3. Install main bearing upper halves in block (Figure 2-153). Install bearing halves dry. Do not lubricate bearing saddle in block or back of bearing. Be sure each bearing locating tab is properly seated in notch machined in block. Also be sure oil holes in bearing and block are aligned. Thrust bearing half goes in #3 main bearing saddle.
4. Install main bearing lower halves in bearing caps (Figure 2-154). Install bearings dry and be sure each bearing locating tang is seated in bearing cap notch. Thrust bearing half goes in #3 main cap.
5. Position crankshaft in block. Do not turn the shaft. Just carefully seat it in bearing upper halves.
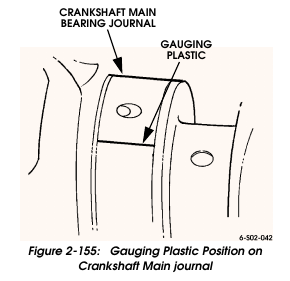
6. Position length of plastigauge on each main bearing journal (Figure 2-155). Cut plastigauge so it extends across three quarters of journal. Position plastigauge so it is parallel to crankshaft center line as shown.

7. Install main bearing caps and old bolts retained from disassembly operations. Tighten inner cap bolts to 55 lb-ft (75 N•m), outer bolts on main caps 1 and 5 to 48 lb-ft (65 N•m) and main caps 2, 3, and 4 to 30 lb-ft (40 N•m) to compress gauging plastic.
8. Remove main bearing caps and measure plastigauge with graduated scale on gauge envelope (Figure 2-156). Measure widest point of compressed plastic.
• If clearances are correct, proceed to next step.
• If clearances are insufficient, try standard bearings.
Or, if clearances are too large, try undersize bearings. In some cases, a combination of standard and undersize bearings will be needed to obtain required clearance. Note that under size bearings refer to crankshaft diameter.
9. Carefully remove crankshaft and clean plastic off journals. Then lubricate main bearings and crankshaft with 40W engine oil or a quality assembly lube, and reinstall crankshaft.
10. Reinstall main bearing caps. Be sure caps are properly aligned. Bearing notches should be aligned and direction arrows toward front.
11. Apply Permatex High Temp silicone sealer to rear main bearing cap seat in block (Figure 2-157).
12. Install new inner and outer bearing cap bolts finger tight only. Bolts will not be tightened until after crankshaft end play check.
