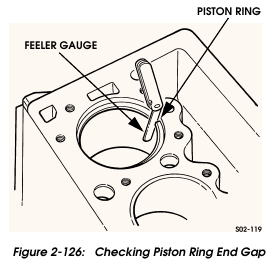
1. Check end gap of all rings. Insert ring in bore and push it down until its about 1-2 inches (2.5-5 cm) below top edge of bore. Verify that ring is level, then check end gap with feeler gauge (Figure 2-126). Correct end gaps are:
• Oil ring is 0.009-0.020 in. (0.25-0.51 mm)
• Bottom compression ring is 0.029-0.039 in. (0.75 -1.00 mm)
• Top compression ring is 0.010-0.020 in. (0.26-0.51 mm)
2. If ring end gap is correct, proceed to step 3. But if gap is incorrect proceed as follows:
a. If gap is only a few thousandths/mm too small, file or grind one ring end to obtain specified gap.
b. If gap is almost non-existent, or ring ends overlap, rings are wrong size.
c. If end gap is larger than specified by only a few thousands/mm, this indicates bore is slightly worn. Rings may be retained.
3. Install rings in sequence: oil ring first, bottom compression ring second, and top compression ring last. Use ring expander tool J–42525 to install the rings.
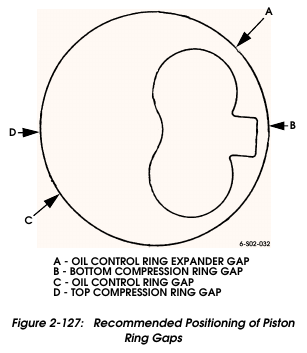
4. Position ring end gaps as shown (Figure 2-127). This avoids ring gap alignment which will cause loss of compression, blow by, and oil consumption.
5. Cover and store the piston and rod assemblies on a workbench prior to installation.